Electron Beam Welding Laboratory
 Despite widely used arc welding and laser beam welding technologies, electron beam welding remains commonly applied in the automotive industry, machine building industry, electronics, electrical industry and aviation. EBW technology enables the obtainment of high quality joints of all weldable structural metals. Particularly advantageous joint properties, similar to those representing the parent metal, are achieved during high vacuum electron beam welding of steels, magnesium alloys, aluminium, copper, nickel and zircon. The market offer includes universal and specialised tools also for welding in a partial vacuum.
Despite widely used arc welding and laser beam welding technologies, electron beam welding remains commonly applied in the automotive industry, machine building industry, electronics, electrical industry and aviation. EBW technology enables the obtainment of high quality joints of all weldable structural metals. Particularly advantageous joint properties, similar to those representing the parent metal, are achieved during high vacuum electron beam welding of steels, magnesium alloys, aluminium, copper, nickel and zircon. The market offer includes universal and specialised tools also for welding in a partial vacuum.
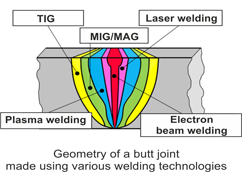
Heat source-dependent manner of heating workpieces is decisive for the shape and dimensions of welds. Figure above presents the comparison of a butt weld made using various welding technologies. The small heat input and narrow weld cause electron beam welding to be accompanied by small workpiece deformations. The absence of deformations eliminates the necessity of post-weld finishing.
The major advantage of electron beam welding is the possibility of making welded joints without a filler metal, yet in some applications the use of the filler metal improves technological possibilities, which requires the device to be equipped with a filler metal wire feeding system. Such is the case, for instance, with welding cast iron with unalloyed steel (filler metal decreases hardness and prevents the formation of hardening cracks in the joint) or with welding duplex steels in order to ensure the appropriate chemical composition of the weld and, in consequence, corrosion resistance. The filler metal is also used for fast prototyping, overlay welding and element repair. The process of overlay welding is usually performed using a filler metal in the form of a wire or a strip. The filler metal is used for applying expensive abrasion-resistant layers, e.g. stellite materials.
The Laboratory is equipped with the machine of the following features:
- working chamber (volume 4.95 m3)
- width - 1500 mm,
- high - 1500 mm,
- length z 2200 mm, it is possible to extend the chamber,
- direct heat cathode system, max power of beam 30 kW,
- acceleration high voltage up to 150 KV,
- beam current up to 200 mA,
- three vertical EB generator position at the chamber roof,
- three viewing window at the front side and one at the right side, all widows are adopted to EB generator,
- vacuum 2x10-5 mbar (chamber evacuation time < 6 min). It is possible to achieved lower vacuum.
The machine is equipped with:
- quality management system for logging of welding parameter including temperature of the elements,
- rapid beam deflection system enabling surface and heat treatment, multibeam welding including automatic seam tracking and back scaterred electron imaging,
- light optical monitoring system with CCD camera,
- electron optical monitoring, back scattered electrons and advanced digital image processing,
- wire feed unit, wire diameter: 0.8, 1.0, 1.2 i 1.6 mm,
- beam assure system,
- CNC controled XY table, (Sinumeric)
- CNC controled rotary/tilt table with tailstock, (Sinumeric)
- two independet Leybold vacuum controllers,
- portable helium leak detector with accessories,
- demagnetizing devices for mobile use.
The EB machine allows to developed the following technologies:
- welding without filler metal as well as with filler metal,
- brazing,
- cladding,
- alloying,
- local heat treatment,
- rapid prototyping with wire,
- texturization,
- engrave.

Instytut Spawalnictwa (Institute of Welding) offers:
- determining the usability of the electron beam technology for processing defined elements,
- developing the electron beam technologies,
- manufacturing the test runs in various components.